

Die heutige Konstruktion von PDC-Bohrmeißeln hat kaum noch Ähnlichkeit mit der von vor wenigen Jahren. Zugfestigkeit und Schlagfestigkeit haben sich um mindestens 33 % erhöht, die Festigkeit der Lötverbindungen um ca. 80 %. Gleichzeitig wurden Geometrie und Technologie der Stützstrukturen verbessert, was zu robusten und leistungsstarken Produkten geführt hat.
Schneidmaterial
PDC-Fräser bestehen aus einem Hartmetallsubstrat und Diamantkörnung. Die hohe Temperatur von ca. 2800 °C und der hohe Druck von etwa 1.000.000 psi formen das Material. Eine Kobaltlegierung dient als Katalysator für den Sinterprozess und trägt zur Verbindung von Hartmetall und Diamant bei.
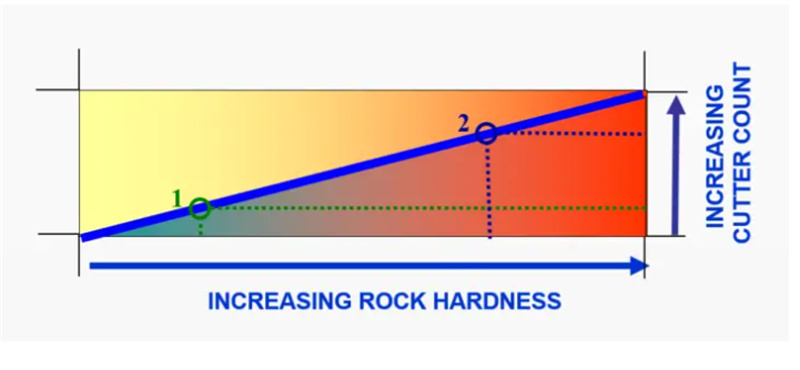
Anzahl der Schneidwerkzeuge
Bei weichen PDC-Bohrmeißeln verwenden wir üblicherweise weniger Schneidkanten, da jede Schneidkante eine größere Schnitttiefe erzeugt. Bei härteren Gesteinsformationen ist es hingegen unerlässlich, mehr Schneidkanten einzusetzen, um die geringere Schnitttiefe auszugleichen.
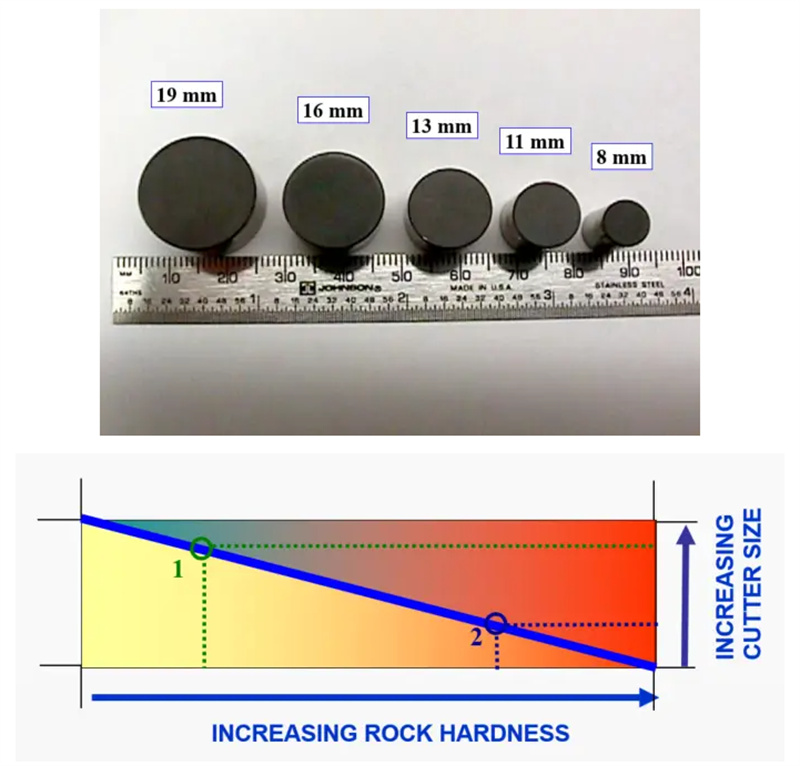
PDC-Bohrer – Schneidengröße
Bei weicheren Gesteinsformationen wählen wir in der Regel größere Schneidwerkzeuge als bei härteren. Üblicherweise liegt der Standarddurchmesser bei 8 mm bis 19 mm.
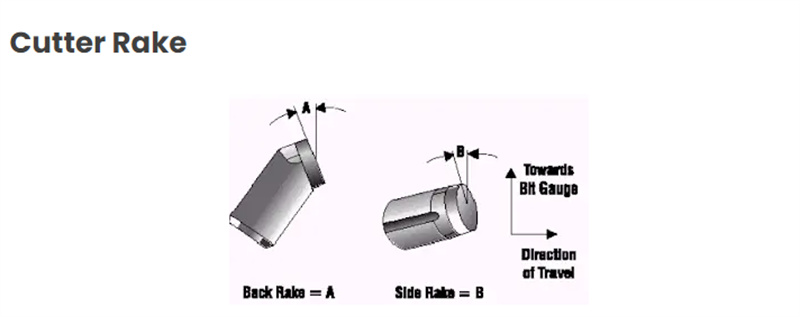
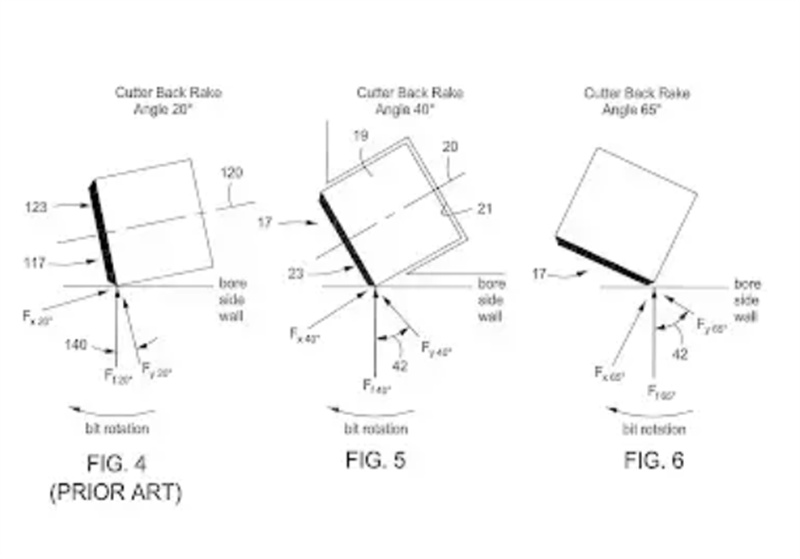
Die Ausrichtung des Schneidwerksgestells wird im Allgemeinen durch den hinteren und seitlichen Spanwinkel beschrieben.
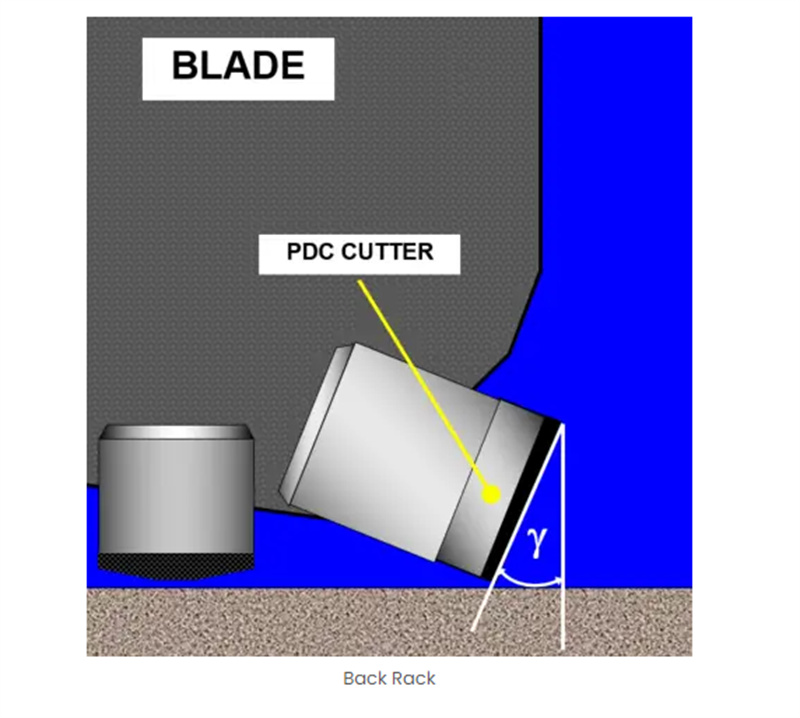
Der Spanwinkel des Schneidmeißels ist der Winkel, in dem die Schneidfläche zur Gesteinsformation steht und wird von der Vertikalen aus gemessen. Spanwinkel variieren typischerweise zwischen 15° und 45°. Sie sind weder innerhalb eines Meißels noch von Meißel zu Meißel konstant. Die Größe des Spanwinkels beeinflusst bei PDC-Bohrmeißeln die Bohrgeschwindigkeit (ROP) und die Verschleißfestigkeit des Schneidmeißels. Mit zunehmendem Spanwinkel sinkt die Bohrgeschwindigkeit, die Verschleißfestigkeit steigt jedoch, da die einwirkende Last auf eine deutlich größere Fläche verteilt wird. PDC-Schneidmeißel mit kleinem Spanwinkel erzielen größere Schnitttiefen und sind daher aggressiver, erzeugen ein höheres Drehmoment und unterliegen einem beschleunigten Verschleiß sowie einem höheren Risiko von Stoßschäden.
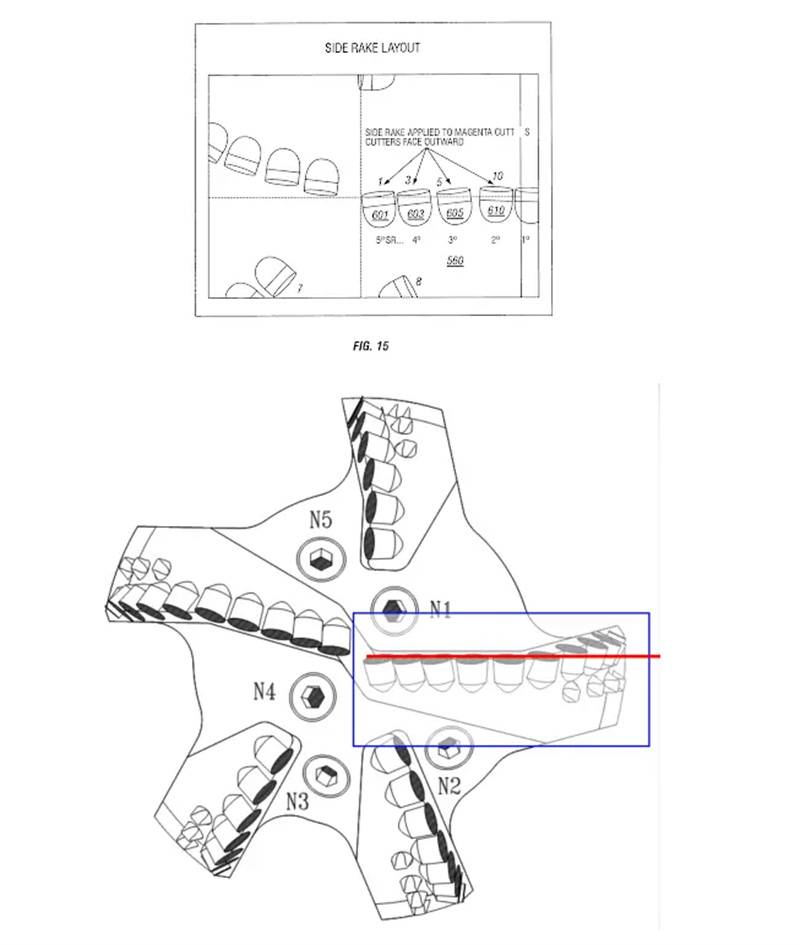
● Der Seitenwinkel des Fräsers ist ein Maß für dessen Ausrichtung von links nach rechts. Seitenwinkel sind üblicherweise klein. Der Seitenwinkel unterstützt die Bohrlochreinigung, indem er das Bohrklein mechanisch in Richtung Ringspalt lenkt.


Veröffentlichungsdatum: 10. August 2023